
性爱经历 激光焊合时候的独到之处
 性爱经历
性爱经历
01激光焊合时候
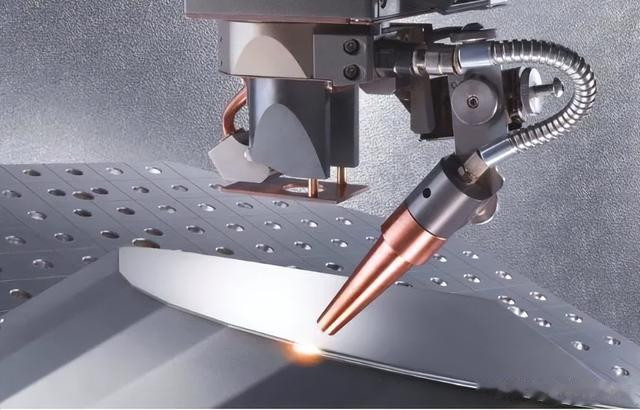
激光焊合是激光加工时候应用的进犯方面之一。激光焊合是诳骗激光的发射能量来已矣存效焊合的工艺,其职责旨趣是:通过特定的形势来引发激光活性介质(如CO2和其他气体的羼杂气体、YAG钇铝石榴石晶体等),使其在谐振腔中来往震动,从而变成受激发射光束,当光束与工件战斗时,其能量被工件收受,在温度达到材料熔点时便可进行焊合。
02激光焊合时候的进犯参数
1、功率密度:
功率密度是激光加工中最要道的参数之一。选拔较高的功率密度,在微秒时间边界内,上层即可加热至沸点,产生大批汽化。因此,高功率密度关于材料去除加工,如打孔、切割、雕饰十分故意。关于较低功率密度,上层温度达到沸点需要资格数毫秒,在上层汽化前,底层达到熔点,易变成雅致的熔融焊合。
2、激光脉冲波形:
当高强度激光束射至材料名义,金属名义将会有60~98%的激光能量反射而升天掉,尤其是金、银、铜、铝、钛等材料反射强、传热快。一个激光脉冲讯号经过中,金属的反射率随时间而变化。当材料名义温度升高到熔点时,反射率会飞速下跌,当名义处于熔解情状时,反射阐发于某一值。
3、激光脉冲宽度:
脉宽是脉冲激光焊合的进犯参数。脉宽由熔深与热影响分区详情,脉宽越长热影响区越大,熔深随脉宽的1/2 次方加多。但脉冲宽度的增大会裁汰峰值功率,因此加多脉冲宽度一般用于热传导焊合形势,变成的焊缝尺寸宽而浅,尤其恰当薄板和厚板的搭接焊。
然则,较低的峰值功率会导致充足的热输入,每种材料王人有一个可使熔深达到最大的最好脉冲宽度。
4、离焦量:
激光焊合频繁需要一定的离焦量,因为激光焦点处光斑中心的功率密渡过高,容易挥发成孔。离开激光焦点的各平面上,功率密度散布相对均匀。
5、离焦形势有两种:
正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学表面,当正负离焦平面与焊合平面距离终点时,所对应平面上的功率密度类似疏导,但实质上所赢得的熔池方式有一定相反。负离焦时,可赢得更大的熔深,这与熔池的变成经过联系。
6、焊合速率:
色偷偷色偷偷色偷偷在线视频焊合速率对熔深有较大的影响,提升速率会使熔深变浅,但速渡过低又会导致材料过度熔解、工件焊穿。因此,对一定激光功率和一定厚度的特定材料有一个合适的焊合速率边界,并在其中相应速率值时可赢得最大熔深。
7、保护气体:
激光焊合经过常使用惰性气体来保护熔池,对大多数应用方位则常使用氦、氩、氮等气体作保护。保护气体的第二个作用是保护聚焦透镜免受金属蒸气浑浊和液体熔滴的溅射,在高功率激光焊合时,喷出物相等有劲,此时保护透镜则更为必要。保护气体的第三个作用是不错灵验斥逐高功率激光焊合产生的等离子屏蔽。金属蒸气收受激光束电离成等等离子体,如若等离子体存在过多,激光束在某种进度上会被等离子体耗尽掉。
03激光焊合时候的独到效应
与传统的焊合时候比较较而言具有四种独到的效应:
1、 焊缝净化效应
当激光束照耀到焊缝上时,由于材料中的氧化物等杂质对激光的收受率要比金属对激光的收受率高得多,因此,焊缝中的氧化物等杂质被飞速加热并汽化逸出,使焊缝中的杂质含量大幅度减小。是以,激光焊合不但不会浑浊工件,反而能对材料起净化作用。
2、光爆冲击效应
当激光功率密度很高时,在刚劲的激光束的照耀下,焊缝中的金属急剧挥发气化。在高压金属蒸气的作用下,熔池中的金属熔液产生爆炸性飞溅,其刚劲的冲击波向孔穴的深度倡导传播,变成细长的深孔。在激光不休迁徙焊合的经过中,周围熔融金属不休地填充空穴,凝结成安定的深熔焊缝。
3、深熔焊的小孔效应
在功率密度高达 107W/cm2的激光束照耀下,其能量输入焊缝的速率远庞杂于热传导、对流、发射澌灭的速率,使激光照耀区内的金属飞速汽化,在高压蒸气的作用下,在熔池中变成小的孔穴。这种孔穴犹如天体裁中的黑洞相同,可将光能通盘收受,激光束通过这种孔穴直射孔底,其孔穴的深度决定着熔解的深度。
4、熔池中孔穴侧壁对激光的聚焦效应
在激光照耀下熔池中变成孔穴的经过中,由于入射到孔穴侧壁的激光束的入射角频繁较大,使入射激光束在孔穴侧壁反射而传向孔穴的底部,因而出现孔穴中的光束能量重迭的欢然,不错灵验地加多孔穴中的光束强度,这种欢然称为孔穴侧壁聚焦效应。激光之是以能用于焊合,王人是基于上述作用的恶果。
04激光焊合时候的优点
激光焊合的独到效应使激光焊合具有如下优点:
1、激光照耀时间短,焊合经过极为飞速,不仅故意于提升坐褥率,并且被焊材料不易氧化,热影响区小,恰当于热明锐很强的晶体管元件焊合。激光焊合既莫得焊渣,也不需去除工件的氧化膜,以致不错透过玻璃进行焊合,尤其适用于小型精密形貌中的焊合。
2、激光不仅能焊公约种金属材料,并且不错焊合异种金属材料,以致不错焊合金属与非金属材料。举例,用陶瓷作念基体的集成电路,由于陶瓷熔点很高,又不宜施加压力,选拔其他焊合依次很勤勉,而用激光焊合比较浅陋。固然,激光焊并吞不成焊合统共的异种材料。

激光焊合的适用场景及行业:1.热传导焊合主要用于精密加工,举例金属薄片可见角落加工、医疗时候等;2.深熔焊、钎焊主要用于汽车工业,其中深熔焊用于车身、变速器、外壳等;钎焊主要用于车身焊合;3.激光传导焊合不错惩办非金属,适用边界宽广性爱经历,可用于消费品、汽车工业、电子外壳、医疗时候等;4.复合焊合主要适用于特种钢构造,举例船船面。